パージ剤 高洗浄タイプ-黒点不良の改善に、射出成形機専用のプラスチック洗浄剤の無償サンプル受付中
射出成形において、色変えや材料の切り替えは、生産コストや、成形品の品質に大きな影響を与える重要なプロセスです。前材が排出しきれておらず、成形した製品に混入した場合は成形不良となるため、直接生産に関わらないように見えて重要な工程です。
ここでは射出成形における色替えと樹脂替えに対するパージ剤の役割について紹介します。
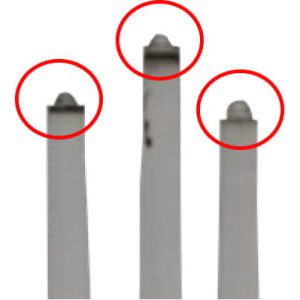
置換後成形したところスプルーに黒色発生
色汚れは見られない
パージ剤Top » パージ剤ecomaruとは » 色替え・樹脂替えへのご提案