内容をスキップ
パージ剤 高洗浄タイプ-黒点不良の改善に、射出成形機専用のプラスチック洗浄剤の無償サンプル受付中
03-6806-8501
お問い合せ
無償サンプル請求
Menu
TOP
パージ剤ecomaruとは
パージ剤とは?黒点不良を低減ecomaruの特徴
色替え・樹脂替えへのご提案
プレミアムグレード「GSS」
パージ剤の使い方
プラスチック洗浄剤 グレードと対応樹脂
動画
FAQ
異物・黒点不良対策
事例
黒点不良の改善事例
色替え・樹脂替えの
改善事例
パージ剤の評価方法
無償サンプル請求
無償サンプルご請求の流れ
評価方法-炭化物除去編-
評価方法-樹脂替え・色替え編-
会社案内
会社概要
高洗浄パージ剤ecomaru開発秘話
海外でのご購入
新着情報
個人情報保護方針
PDF資料
パージ剤の使い方
パージ剤とは?黒点不良を低減ecomaruの特徴
色替え・樹脂替えへのご提案
動画
プラスチック洗浄剤 グレードと対応樹脂
パージ剤の使い方
メニュー
パージ剤とは?黒点不良を低減ecomaruの特徴
色替え・樹脂替えへのご提案
動画
プラスチック洗浄剤 グレードと対応樹脂
パージ剤の使い方
推奨パージ方法
グレード
樹脂
推奨
高効果
使用可
GSS
全般
自動パージ
回転パージ
ショートパージ
GWS
全般
ショートパージ
自動パージ
回転パージ
GWP
オレフィン系樹脂
自動パージ
回転パージ
ショートパージ
その他系樹脂
自動パージ
ショートパージ
回転パージ
ショートパージとは「計量を少なく」「高速射出」を繰り返す方法です
弊社の80㌧成形機の場合、例えば計量を15㍉設定、スピードを通常の100㍉secを120~150㍉secに上げた設定で洗浄します。
回転数や温度は前材の成形条件のままです。
この方法は、後材によるecomaruの排出にも有効です。
成形機容量 (型締力)
使用量目安(㎏)
80トン
0.2~0.4
125トン
0.4~0.6
550トン
1.5~2.5
800トン
4.0~6.0
1250トン
6.0~8.0
3000トン
15~20
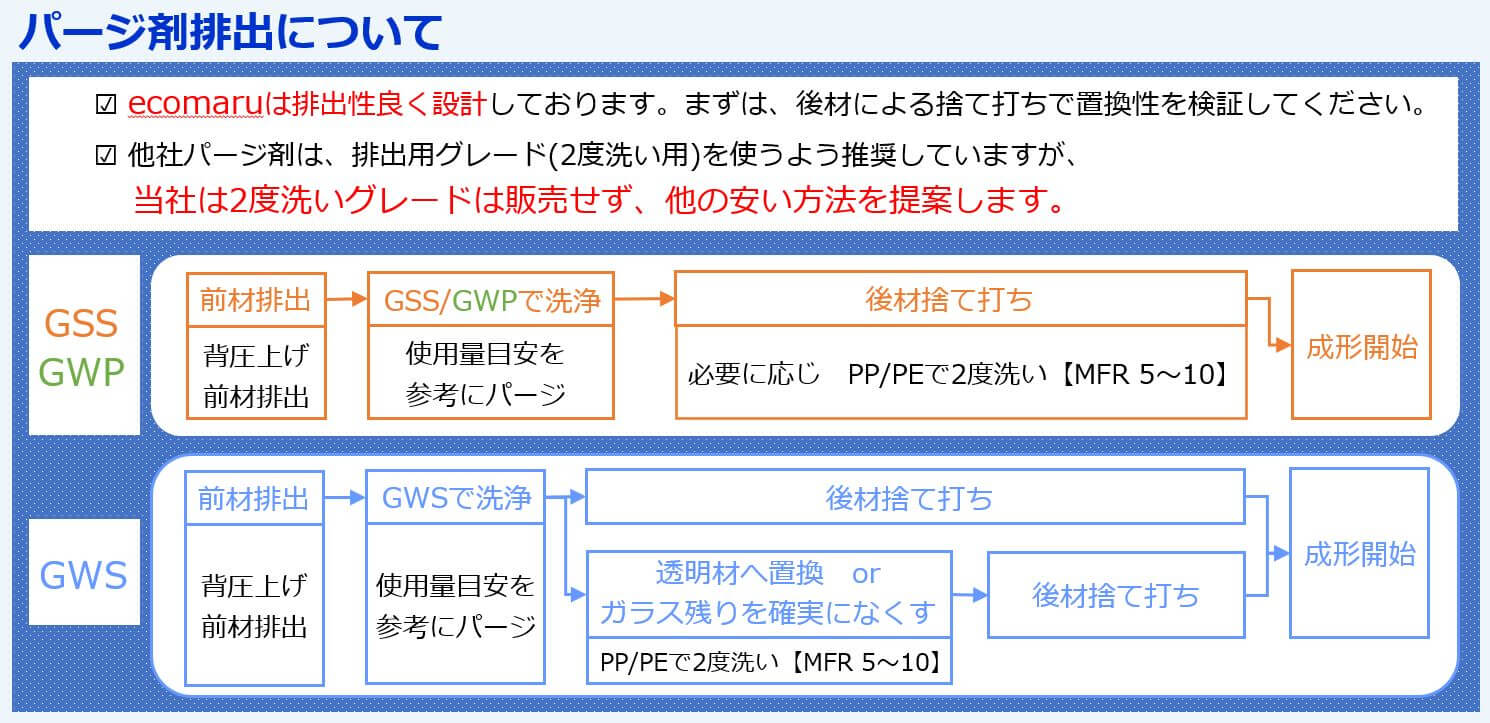
パージ剤排出について
他社パージ剤は、排出用グレード(2度洗い用)を使うよう推奨していますが、当社は2度洗いグレードは販売せず、他の安い方法を提案します。
ecomaruで洗浄後、後材捨て打ち、若しくは、以下の方法で置換してください。
「GSS・GWS」はAS樹脂を使用しています。
AS樹脂は金属との濡れ性が良く、洗浄後は完全に排出しないと成形不良の原因になります。特に後材が透明樹脂の場合は細心の注意が必要です。 PP(MFR5~10)を2度洗い用として使用していただき、使用する量は
パージ剤
と同量を目安として、貴社環境下で最適化を図ってください。 尚、透明材料への置換の場合、PPは
パージ剤
使用量の1.5倍が目安となります。
「GWP」はPP樹脂を使用しています。洗浄後は低MFRのPP、PEで排出して下さい。
詳しい除去方法については個別にお問合せください。
樹脂ごとエコマルの使用方法補足
PP、PE系、PS系 (オレフィン系樹脂)
成形時のシリンダー温度が230℃以下の場合、240℃以上へ変更しエコマルを 投入することで、洗浄効果およびガラスの排出性が向上する場合があります。
オレフィン系樹脂同士の色替え/樹脂替え使用する場合はGWPグレードを推奨します。 炭化物対策やMB着色汚れの対策に使用する場合はGSSグレードを推奨します。
ABS系
GSSもしくはGWSでの洗浄を推奨します。
POM
成形時のシリンダー温度が230℃以下の場合、240℃以上へ変更しエコマルを 投入することで、洗浄効果およびガラスの排出性が向上する場合があります。
色替え/樹脂替えに使用する場合はGWPグレードをお勧めします。 炭化物対策に使用する場合はGSSもしくはGWSグレードをお勧めします。
PA6/66
GSSもしくはGWSでの洗浄を推奨します。
PA6T/9T
成形時のシリンダー温度が330℃以上の場合、330℃以下へ変更しエコマルを 投入することで、洗浄効果およびガラスの排出性が向上する場合があります。
GSSでの洗浄を推奨します。
PBT
GSSもしくはGWSでの洗浄を推奨します。
PC
成形時のシリンダー温度が300℃前後の場合はGSSグレードでの洗浄を推奨します。
280℃以下であればGSSもしくはGWSでの洗浄を推奨します。
洗浄方法ついて「射出成形機」 自動パージ方法
前樹脂排出
背圧を上げ樹脂を排出する。
背圧を上げ樹脂を排出します
ホッパー清掃を行う。
掃除機で残っている樹脂を吸い取ります
ウエスで内部を拭き取ります
準備
使用温度範囲内で前樹脂加工温度で対応可。
金型からノズルを外す。
洗浄剤を推奨量投入し、自動パージを行います。
洗浄剤を推奨量投入し、自動パージを行います。
ecomaru投入
パージ材を推奨量投入し、パージを行う。 ※使用量目安参照。
樹脂排出色を目視確認し調整。
樹脂排出色を目視確認し調整。
洗浄完了
射出パージ
射出速度を上げることで洗浄効果がより高まる。
後樹脂投入
洗浄後、ガラス排出剤等を使用し、ガラス繊維の除去をする事を推奨します。
後材料を投入して、ecomaruが排出された事を確認の上成形を開始する。
使用上の注意
取扱い上の注意点
使用前に安全データシート(SDS)をご確認の上お取扱いください。
作業時は、保護手袋や保護眼鏡を着用してください。
本製品は可燃性ですから、取扱いや保管時は、発火源から離してください。
洗浄中にガスが発生しますので、十分に換気してください。
洗浄中にノズル等でつまりが生じた場合、直ちに電源を切り機械メーカーと相談の上対応してください。
高温の溶融樹脂は火傷の危険がありますので、直接触れないでください。
ペレットが床にこぼれたままにすると滑る危険がありますのですぐに清掃してください。
他の樹脂とは混ぜないでください。
直射日光、水漏れ、湿気を避けて保管してください。
廃棄する際は、関連法規に従って適切に処理してください。
ご使用にあたり
使用温度をお守りください。
使用温度範囲を厳守してください。
使用下限温度以下では、過負荷(オーバーロード)にご注意ください。
使用上限温度以上では、ecomaruが分解して着火の可能性があります。また、液状化して飛散による火傷の恐れがあります。
洗浄以外の用途使用は行わないでください。
ecomaruはシリンダー内に滞留させないでください。
シールには使用しないでください。ガラスが冷え内部で固まる恐れがあります。
ホットナンナー、コールドランナーの洗浄には適しておりません。ガラスが冷え内部で固まる恐れがあります。
パージ剤とは?黒点不良を低減ecomaruの特徴
色替え・樹脂替えへのご提案
動画
プラスチック洗浄剤 グレードと対応樹脂
パージ剤の使い方
メニュー
パージ剤とは?黒点不良を低減ecomaruの特徴
色替え・樹脂替えへのご提案
動画
プラスチック洗浄剤 グレードと対応樹脂
パージ剤の使い方
パージ剤Top
»
パージ剤ecomaruとは
»
パージ剤の使い方
上部へスクロール