


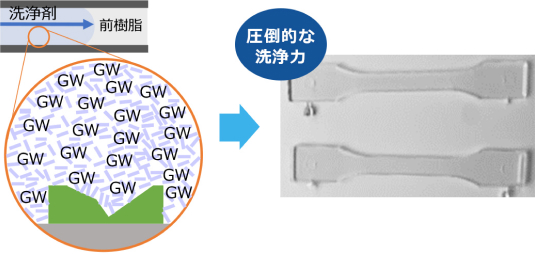
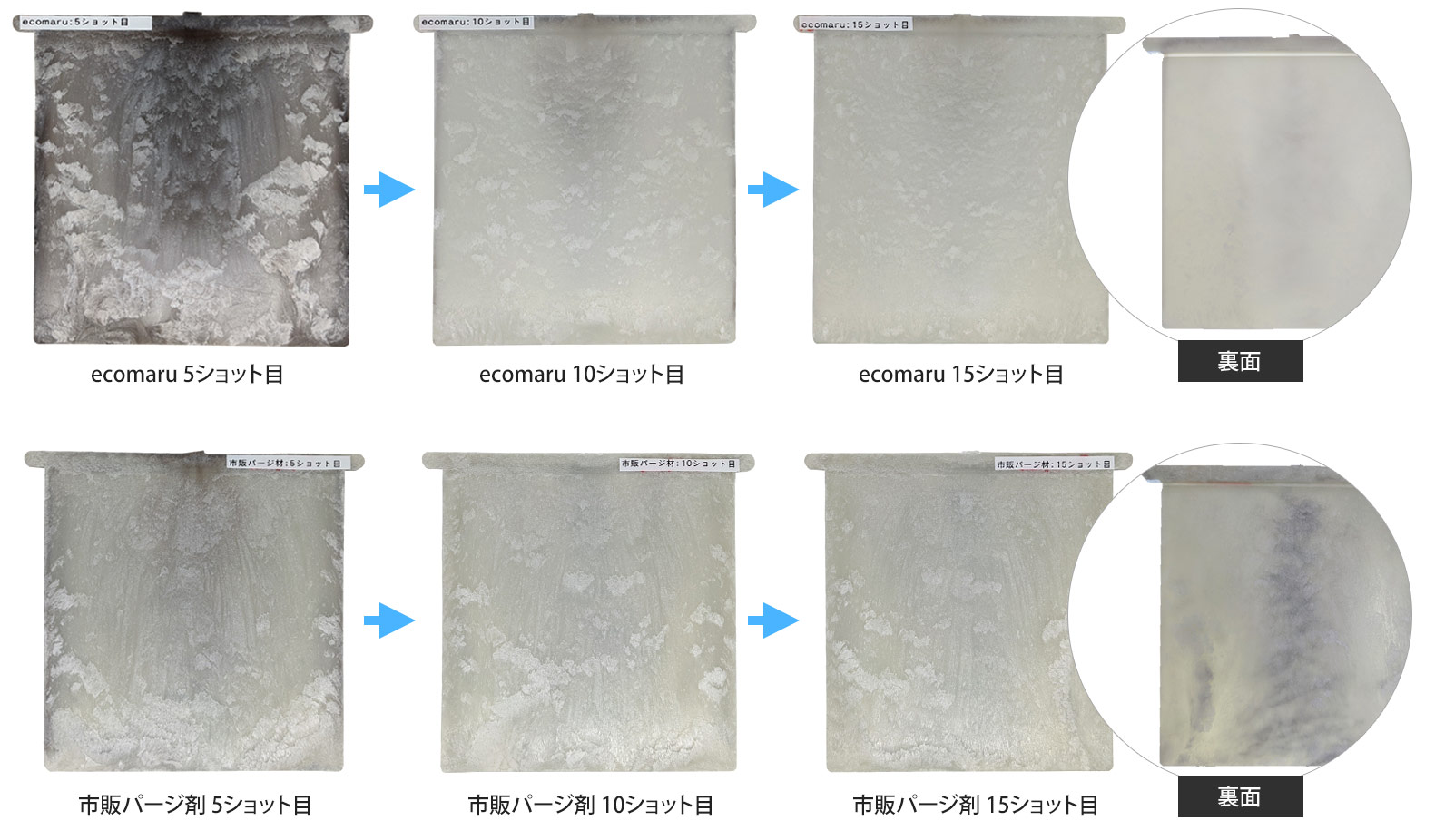
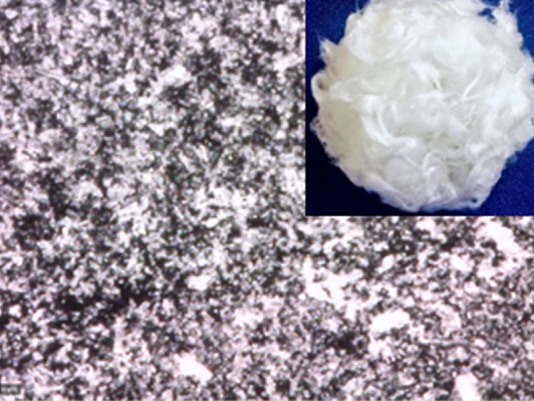
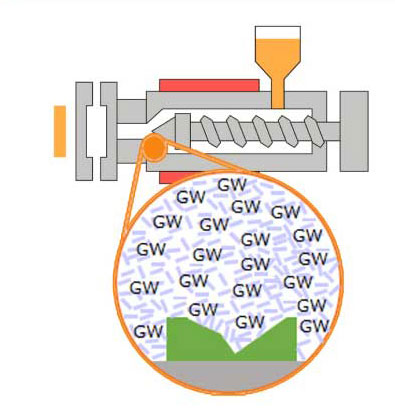
ガラスフィラー入りパージ剤
ガラス繊維を含むパージ剤で、強力な摩擦力で洗浄します。スクリュー、シリンダーにこびりついた炭化物の洗浄に適しています。

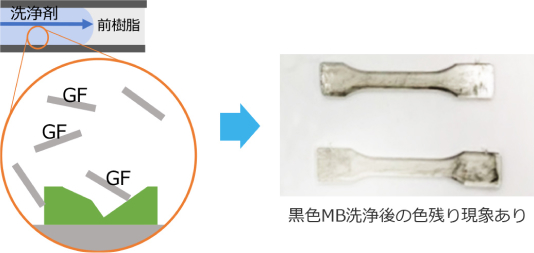
界面活性タイプ パージ剤
界面活性剤が含まれたパージ剤は、前材(後材)と金属表面の間の界面張力を制御して排出性を高めます。
発泡タイプ パージ剤
発泡性のある樹脂で、スクリュー壁面のこびりつきを除去しながら押し出すのが発泡タイプのパージ剤です。







ガラス繊維を含むパージ剤で、強力な摩擦力で洗浄します。スクリュー、シリンダーにこびりついた炭化物の洗浄に適しています。
界面活性剤が含まれたパージ剤は、前材(後材)と金属表面の間の界面張力を制御して排出性を高めます。
発泡性のある樹脂で、スクリュー壁面のこびりつきを除去しながら押し出すのが発泡タイプのパージ剤です。