パージ剤 高洗浄タイプ-黒点不良の改善に、射出成形機専用のプラスチック洗浄剤の無償サンプル受付中
異物・黒点不良を削減する事は、プラスチック成形に関わる現場において重要な課題です。ここでは、発生した黒点に対する効果的な対処方法例や抑制に関して当社から提案をさせていただきます。
手前味噌ですが、ずばり【ecomaru】使用を検討してください!従来、異物や炭化物に効果的なパージ剤はGF入りパージ剤と言われていました。界面活性タイプや発泡タイプでは効果が発揮しにくいとの話をよく伺います。それでもだめならば、分解清掃を行う。この考えがセオリーかと思います。
GFパージ剤より【eomaru】を推す理由は、極小のガラス繊維がGF1本に比べ容積比で60~70本ある計算となるからです。圧倒的な繊維数で物理的に不要物をそぎ落とします。また、GFでは届かず炭化している場所まで届き洗うことが出来ます。その効果から、従来の洗浄方法を見直し効率化を図る。日常的に炭化物抑制を図ることでコスト軽減を行っている企業様が多くございます。
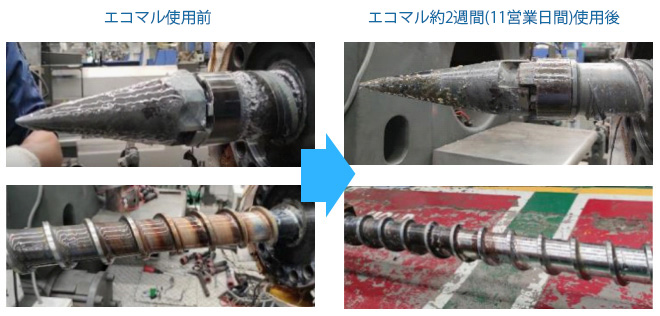
◇ グレード:GWS ◇ 成型機容量:650トン ◇ 温度:230℃ ◇ 評価内容:黒点不良削減 ◇ 樹脂種類:HIPS
不良率10%超えると機械を止め分解清掃している。分解にかかる人手と、清掃時間に多く時間を費やしており軽減させたい。
ecomaru使用前は、不良率10%台であった当ケースでは、約2週間(11営業日間)ecomaruで洗浄し、不良率が2%まで減少できた。その後、2週間に一度ecomaruで洗浄することで不良率1%台をキープし、不良率を抑制できた。
このように、分解洗浄にかかる時間や生産性向上に向けた取り組みを行っている企業様で成果が出ています。また、従来のパージ剤からecomaruを日常的に使用することで、不良率抑制や低減効果を得ている企業様が多数いらっしゃいます。
サンプル評価時には、1度の評価だけではなく、日常的(継続的)に使用してどう推移するかを検証していただくことをお勧めしております。是非お試しください。
異物・黒点不良を削減する事は、プラスチック成形に関わる現場において重要な課題です。
発生原因を大きく分けると、
といったことが考えられます。それぞれの原因に対し対策を講じる必要があります。今回は黒点に関して考えてみます。
プラスチック原料中に混入している不純物が原因で、黒点が発生することがあります。原材料を保管する際に汚染されてしまったり、投入時の異物混入、機械設備のメンテナンス不良によって混入してしまうことがあります。
スクリュが高温で過熱されることで、樹脂の滞留・焦げつき・炭化などによりスクリュの壁面にカスがこびりつき、その焦げついた炭化物が溶融した樹脂と一緒に成形品に混ざります。
「炭化物が作られ、一定の大きさで剥離して黒点の原因となる。」が繰り返されます。
プラスチックは酸素と反応し、酸化することがあります。酸化したプラスチックが黒く変色することがあり、これが黒点の原因となります。酸素と反応しやすいプラスチックは、特に酸化に注意する必要があります。
射出成形機用洗浄剤(パージ剤)は、色替え、樹脂替え、外観不良率の低減、異物発生を予防するために用いられる洗浄剤ペレットです。射出成形機における「洗浄」とは、シリンダー内に残った成形材料や焼けた炭化物、汚れを排出することです。パージ剤には、ガラスフィラー入り、界面活性タイプ、発泡タイプ等があり、用途に応じて使い分けられています。良く落ちるものとしてはガラス(ガラスファイバー)入りタイプが使用されます。 但し、スクリュ摩耗懸念やパージ剤排出に注意を要する事もあります。
採用されたお客様には、上記(1)~(3)のいずれか、又は複数効果が発現されています。
色々なパージ剤を試したが、効果は変わらなかった。という方必見!
新素材グラスウールでこれまでにない効果を実感してください。
パージ剤/射出成形用語集はこちら
パージ剤Top » 異物・黒点不良対策室 » プラスチックの黒点発生原因と対策